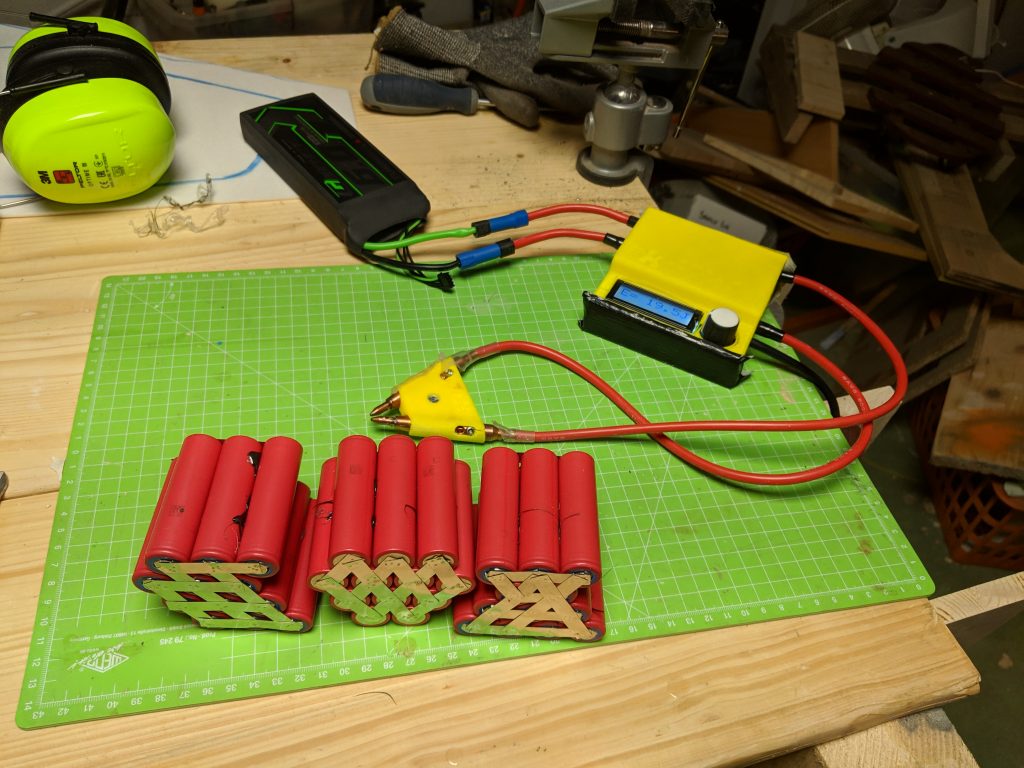
ce week end, collage des cellules li-ion entre elle et soudage avec le soudeur a point. Ca marche super bien. Je pense finir la batterie d’ici une semaine ou deux en fonction de quand je récupère le BMS.
J’ai donc 20 packs de 12 cellules en parallèle. Le voltage est de 3.61V. il faudra les mettre en série et cela fera 3.61 * 20 = 72.2V
chaque cellule peut envoyer un courant de 10A ce qui fait 10×12 = 120A max de décharge. Il faudra bien dimensionner les connexions séries afin de prendre en compte ce courant.
enfin, la capacité des cellules Sanyo GA est de 3450mAh, ce qui fait 12×3,45 = 41,4Ah et donc pas loin de 3KWh
je roule avec mon vélo électrique depuis quelques années maintenant et il a fallu au début regler plein de trucs que je n’avais pas prévu. Notamment a cause du fait que j’utilisait un roue arrière électrique non prévue pour ça (une magic pie 20pouces). Tout marche bien maintenant, surtout depuis que j’utilise désormais une roue de moto a l’arrière afin de supporter le poids du chassis et des batteries.
J’aimerais bien avoir plus de couple et du coup je vais remonter le vélo a la manière dont il a été prévu au départ a savoir :
une roue arriere de 3Kw de puissance,
une batterie de 72v
un siege de moto plutot qu’une selle de vélo
et du coup je vais enlever le pédalier que je n’utilise en fait jamais.
ca devrait passer de ceci
à ceci :
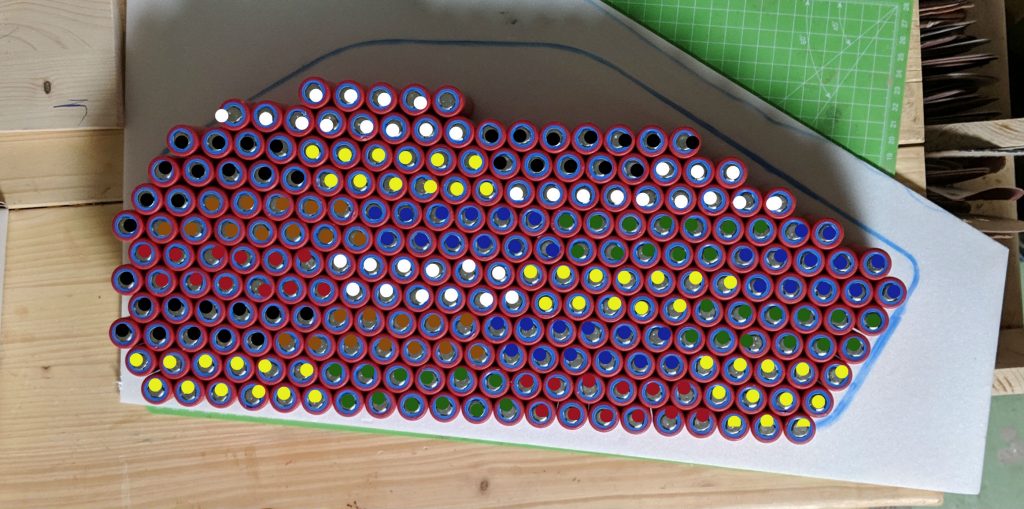
avant d’acheter tout le matériel, j’ai prévu de commencer par la batterie. C’est la partie la plus compliquée et celle qui demande le plus de planning. La forme du châssis fait que si l’on veut vraiment utiliser toute la place, il faut faire une batterie avec une forme un peu custom.
J’ai donc acheté plein de cellule li-ion chez un vendeur sur endless sphere et commencé a planifier la construction d’un pack 20S12P (soit 240 cellules en tout)
là on peut voir les 20 packs de 12 cellules parallèles que je mettrai ensuite en série
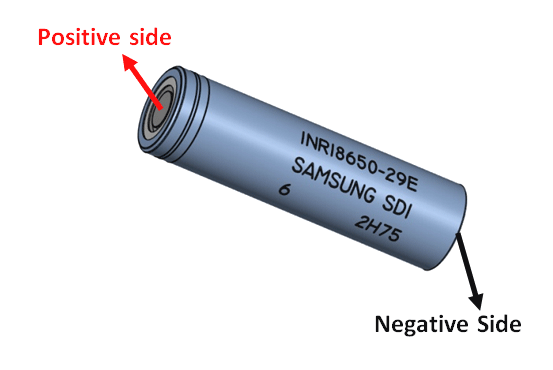
Pour souder les batterie, la soudure a l’étain est déconseillé. Comme elle est fluide, on peut accidentellement faire un faux-contact car sur une cellule li-ion, seul une petite partie est le positif. tout le reste du corps est négative
pour souder on utilise donc un soudeur a point et de bande de nickel. J’ai récup un outil qui permet de faire des soudures de manière répétables : un kweld, qui permet de définir exactement combien de joules on envoie sur les électrodes
https://www.youtube.com/watch?v=Z0j17LVNm3s
Voilà, j’en suis là pour l’instant. J’essaye de ne pas trop avancer afin de pouvoir tout faire d’un coup ensuite…
un test avec le premier fichier SVG que j’ai trouvé
Quelques impressions : autant l’impression 3D c’est un peu tout automatisé, auant la gestion de la CNC est beaucoup plus “hands on”. On choisit l’outil utilisé, on règle la profondeur de coupe de son modèle, on choisit le point de départ de “l’impression” et on génère ensuite son GCODE. On positionne manuellement la fraise de la défonceuse à l’endroit où l’on veut qu’il commence “l’impresssion” et on balance ensuite le gcode a la CNC.
C’est un processus plus laborieux, mais comme de toute facon on découpe dans du bois, on peut prendre le design le plus pourri de la terre et ça rendra tout de même plutôt pas mal. Mention spéciale a ma fraise helicoïdale qui marche super bien. J’ai essayé ensuite une fraise en “V” et le rendu est moins bon.
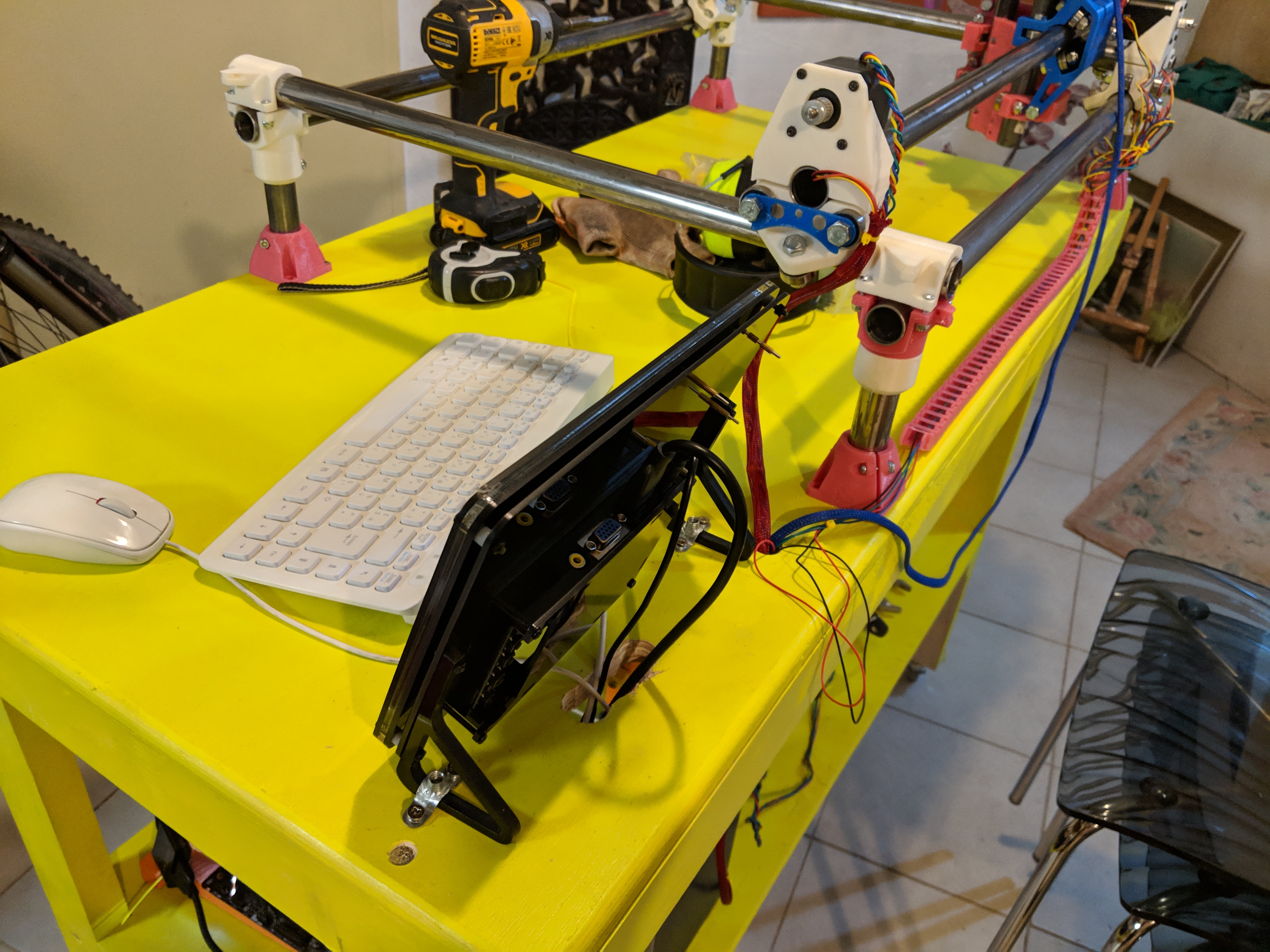
J’ai déjà quelques idées de trucs a faire ( claviers !!!! ) mais il faut déjà finir le meuble (j’ai toujours la partie basse a couvrir et a mettre une porte en plexiglass. Et quelques trucs a imprimer pour faire du “cable management”. J’ai bien aimé le concept en tout cas d’imprimer soi-même ses pièces et couper ses tuyaux. le seul truc vraiment acheté son la visserie et l’electronique. Projet sympa donc
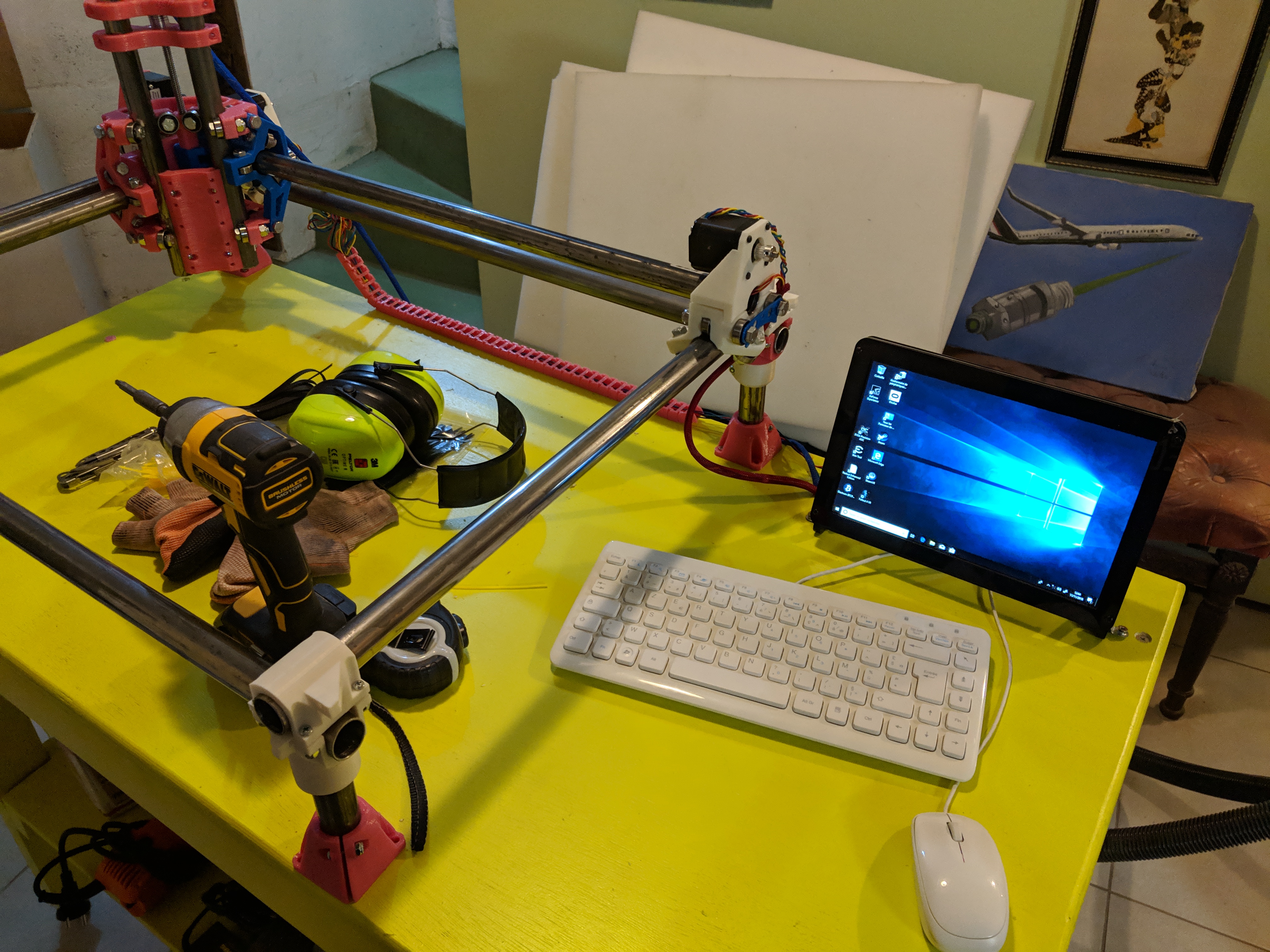
J’ai récupéré une affleureuse que je n’ai pas encore monté car il faut imprimer la monture (et puis j’aimerais bien faire des tests avec un stylo d’abord avant de mettre un truc plus gros).J’ai donc réutilisé le mineur a bitcoin et un petit écran que j’ai vissé sur le meuble
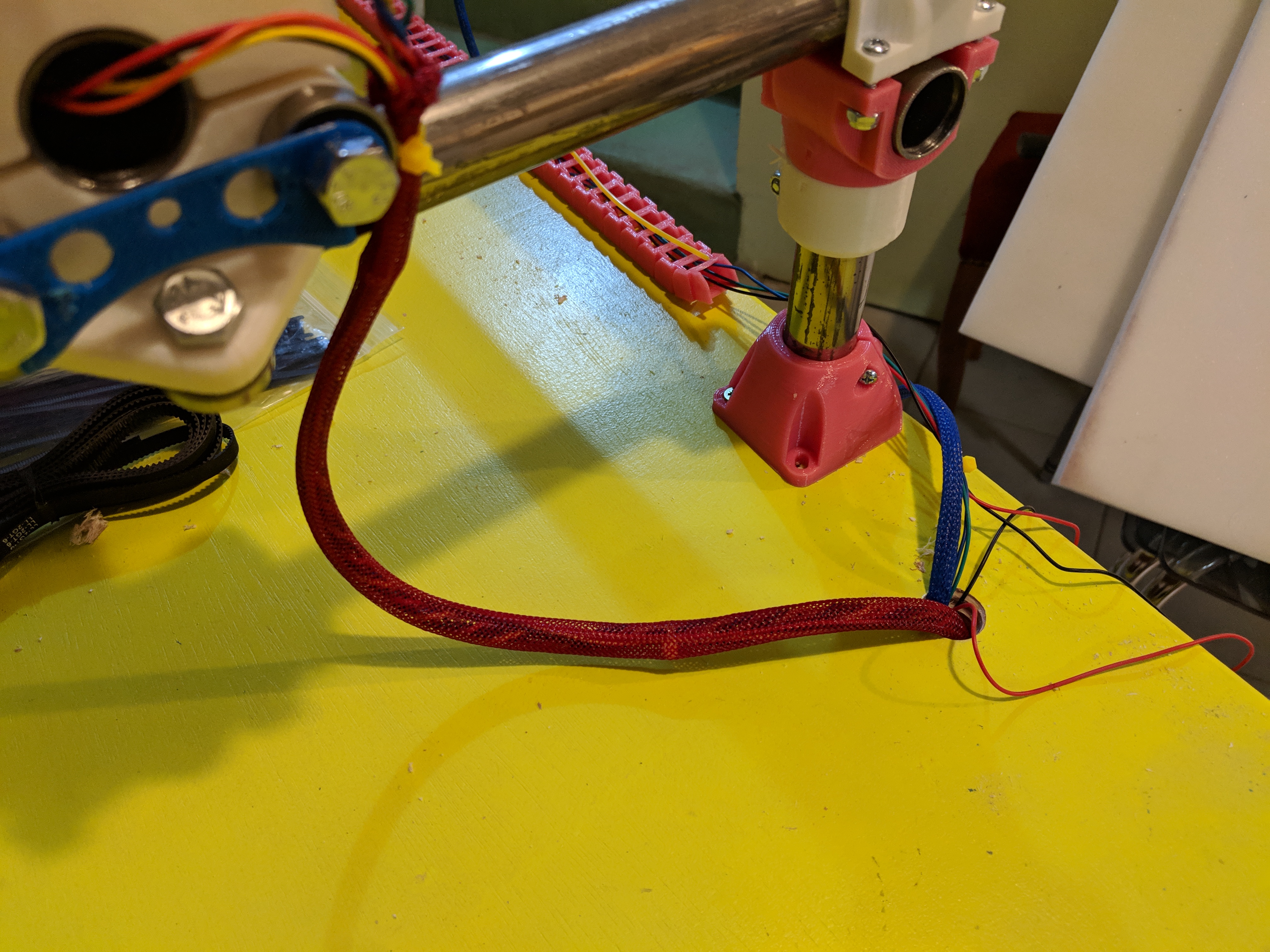
Les cables passent par des trous dans la table
il reste un peu de fil qui traine mais j’attends d’imprimer plus de rails de cable pour nettoyer un peu tout ca
J’ai finalement branché la carte. Elle demande une alimentation 12v pour les moteurs et un bloc d’alim est fourni. J’ai un peu rusé en utilisant une ligne PCI Express du bloc d’alimentation du PC. Comme ça ça s’allume en même temps que le PC et ça libère une prise 220v.
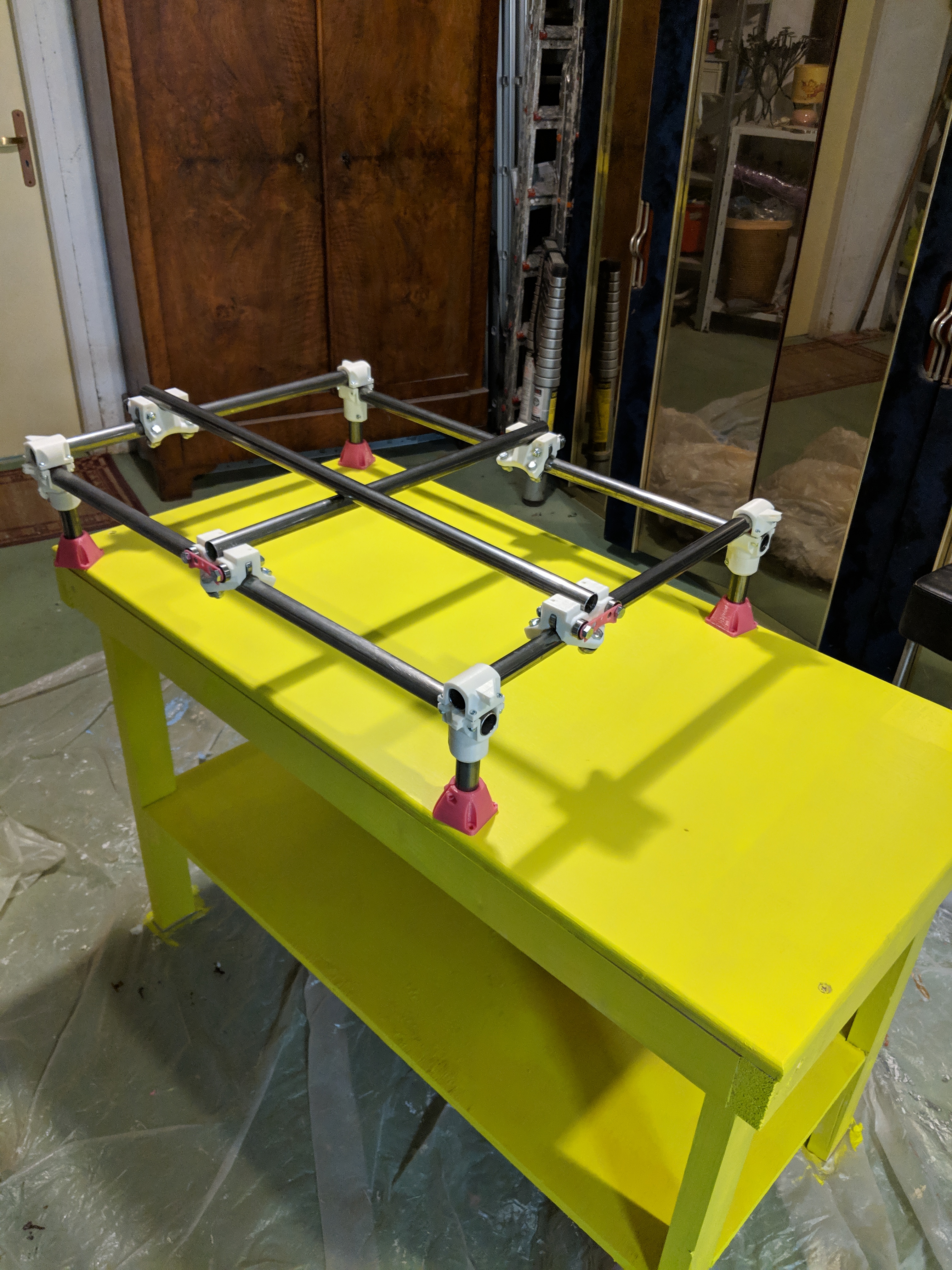
Il me reste a imprimer la monture pour la défonceuse. La semaine prochaine sera probablement la première pièce.
J’ai fait un petit meuble pour l’accueillir. J’ai poserais le PC (qui sera mon mineur a bitcoin reconverti) qui contrôlera la machine sur l’étagère du dessous.
J’ai laissé un peu de place pour poser clavier/souris/écran sur le côté
Alors, en fabriquant mes claviers, un truc qui me manquait c’était surtout la précision et la répétabilité des découpes. A un moment j’ai voulu utiliser une CNC et le fablab a côté de chez moi m’a formé au maniment de la chose. Mais je n’ai jamais fait de découpe, principalement parce que j’y vais en vélo électrique le weekend et que ca me bloque quasiment toute la journée pour faire deux trous dans du bois. J’ai essayé de voir ce qu’il y avait en petite CNC pas trop cher (notament XCarve ou Shapeoko ou bien Maslow CNC ) et finalement je suis tombé sur un projet open source MPCNC (pour “Mostly Printed CNC” ). Le truc a l’air pas trop cher, bien versatile (on peut donner soit-même les dimensions souhaitées et il y a un calculateur qui permet de fournir quels dimensions de tube de support il faut ). Leur boutique en ligne fournit un Kit, et soit on achete les parties imprimées en 3D, soit on les imprime soit même ( une centaine d’heures d’impression).
Honnêtement, avec les galères que j’ai eu je pense qu’il est moins cher et plus rapide d’acheter directement les parties imprimées, mais je ne suis pas très pressé et pour moi, imprimer soit même sa CNC fait aussi partie de l’expérience. Du coup, après plusieurs upgrade de mon imprimante j’ai maintenant un truc qui tient bien la route.
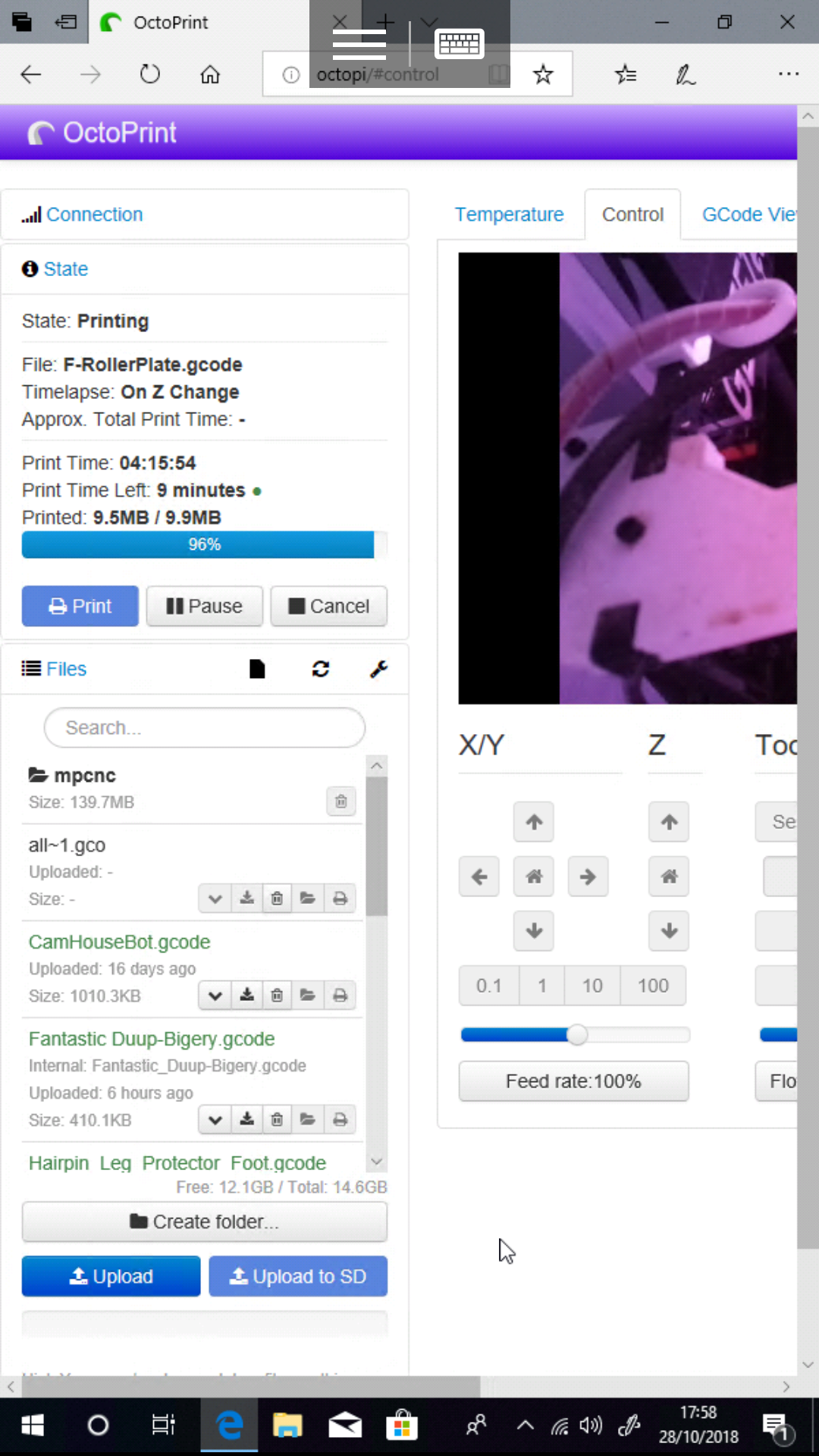
1. Octoprint
J’ai commencé par utiliser un raspberry pi pour installer Octoprint dessus. Le raspberry pi, connecté au réseau en wifi controle l’imprimante, ce qui m’évite de me ballader entre le PC et l’imprimante avec une carte SD. Avec la webcam on peut surveiller son impression et créer des timelapse (pour savoir a quel moment ça a raté ! ). Comme d’habitude j’ai bien galéré avant de comprendre que le transfo que j’utilisait pour alimenter le raspberry pi ne délivrait pas assez de courant et faisait planter la machine lorsqu’elle utilisait trop de ports USB (en même temps que le WIFI). Une fois passé ce souci, l’interface est plutôt pas mal et pratique. Il y a un slicer intégré que je n’utilise pas car je préfère simplify3D que j’ai acheté à Cura.
la l’éclairage change de couleur a cause du ruban de led de ma boite a impression dont j’ai perdu la télécommande et qui est restée en mode arc-en-ciel)
2. Ce #@||*ù !! de plateau chauffant !
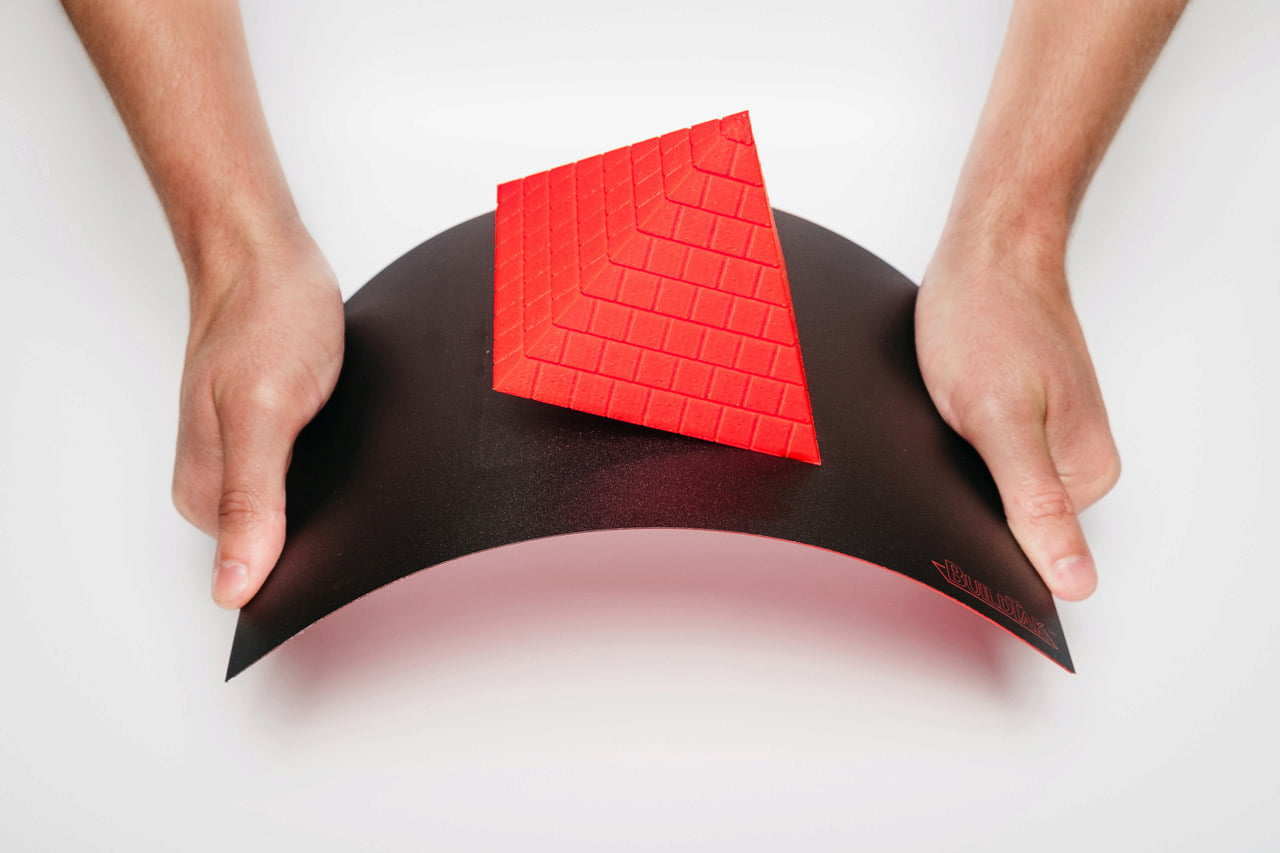
Pour imprimer mes pièces, je suis partie sur de l’ASA (un plastique ayant peu ou prou les mêmes propriétés que l’ABS). J’ai eu pas mal de soucis quant a l’adhésion des pièces sur le plateau. Du coup je suis passé au BuildTAK, une matière faite pour l’impression 3D. Et j’ai eu le problème inverse : les pièces ont carrément fusionnées avec le plateau, avec impossibilité de les enlever sans décoller le buildtak que j’avais collé sur le plateau en verre.
Du coup je suis passé au systeme flexplate de buildtak. Il s’agit d’une plaque en métal flexible et aimanté afin de bien adhérer au plateau. Et forcément, ca ne s’est pas bien passé non plus : mon plateau est composé de 2 éléments : un plateau chauffant sur laquelle on pose une plaque en verre. Pour le systeme flexplate, j’ai mis les aimants directement sur le plateau chauffant comme préconisé, puis j’ai posé le plateau en metal dessus. manque de pot, mon plateau chauffant est légèrement concave et c’est le verre qui assurait le fait d’avoir une surface plane. Solution : aller a casto, découper du verre le plus fin possible (2mm je crois) afin qu’il y ai le moins d’espace possible entre les aimants et le métal et faire un sandwich “aimant – verre – métal”.
Ça marche bien au final a condition d’augmenter un peu la température du plateau.
3. diamètre de la buse d’impression : la plus grosse upgrade !
Avec tout ça j’imprime désormais vraiment proprement et de manière répétée. Par contre, j’ai toujours mes centaines d’heures d’impressions devant moi. Heureusement, durant mes pauses au boulot, je suis tombé sur cette vidéo :
et pour 8€ sur amazon, j’ai reçu un set d’une dizaine de buse de tailles différentes. Celle qui m’intéresse est celle de diamètre de 0.6mm (contre mes 0.4mm actuels). Ayant reçu mon imprimante en kit, je n’ai pas trop peur de la démonter et de changer des trucs dessus. J’ai donc changé la buse et c’est vraiment le jour et la nuit : Les impressions de 17heures se font mainteant en 8 à 9h, les impressions sont aussi plus solides, du coup je n’ai pas encore essayé mais je tenterai d’imprimer quelques pièces avec moins de remplissage afin de réduire encore le temps d’impression.
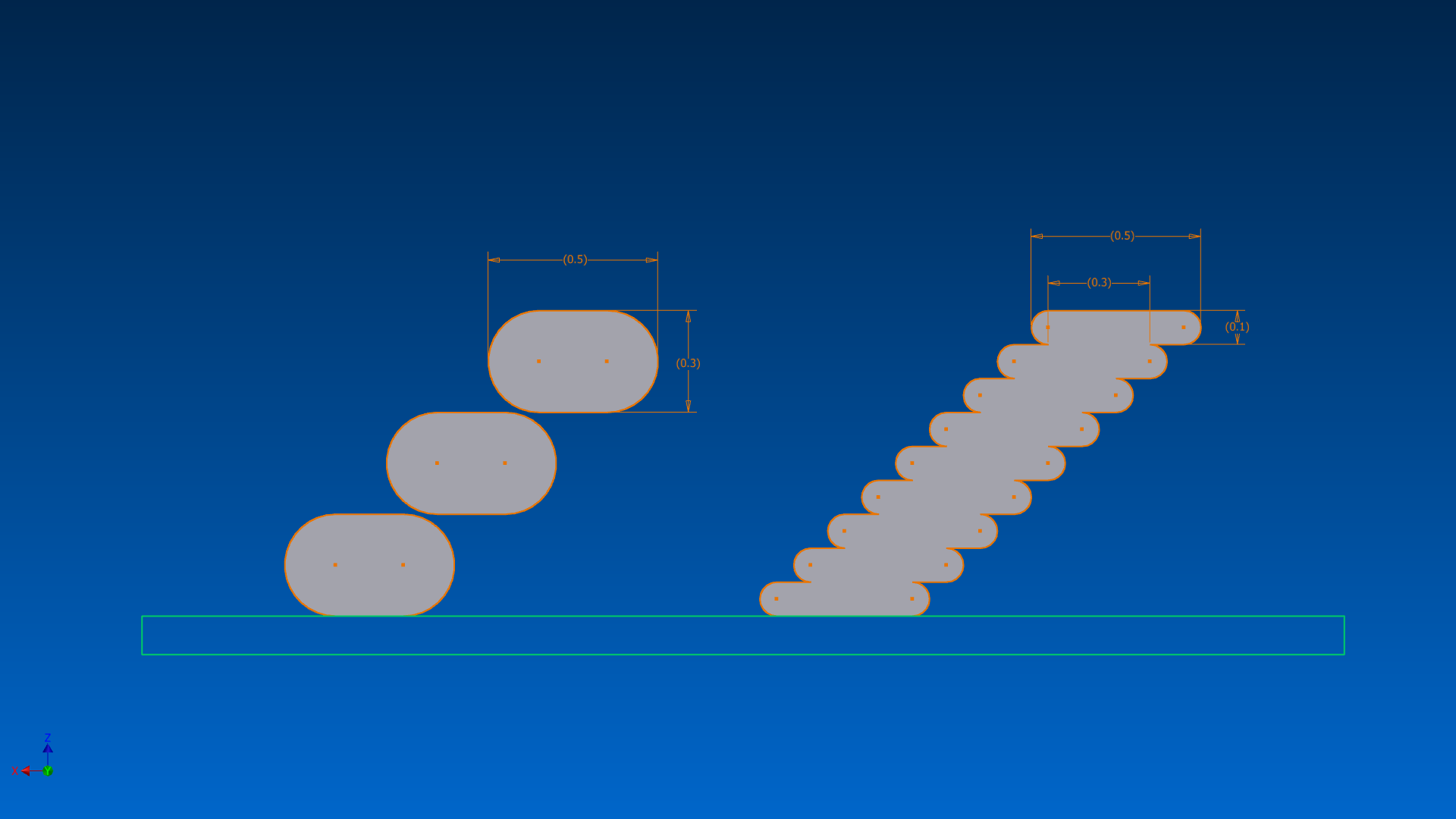
Il faut savoir qu’utiliser une buse plus large ne constitue pas forcément une perte de détail. Oui, le “fil” est plus gros et on perd un peu, mais sur le plan horizontal, c’est le déplacement de l’extrudeur qui joue surtout. Et lui il reste tout autant précis.
Sur le plan vertical, cela se paramètre également : il faut jouer avec le paramètre “hauteur de couche” (layer height). C’est ça qui déterminera si les couches sont visibles ou pas et ce paramètre est indépendant de la taille de la buse. Une buse plus grosse veut juste dire que l’on pourrait avoir une hauteur de couche plus élevée si jamais on décide de l’augmenter.
On conseille de ne jamais avoir une hauteur de couche supérieure à 80% de la taille de la buse (0.48mm pour une buse de 0.6mm). J’ai paramétré ma hauteur de couche à 0.40mm, soit le double que ce que j’avais avant. C’est un peu gros, certains trous où les vis rentraient toutes seules, il faut maintenant les visser dedans (ou passer un coup de perceuse). Mais ça me coupe un temps d’impression en plus de 2, et chose que j’ai lu après avoir constaté moi-même : les pièces sont plus solides, elles ne bougent quasiment plus lorsque l’on exerce des pressions dessus.
Bref, maintenant ça marche bien. Tout ceci m’a permis de mettre a niveau mon imprimante. Il me reste pleins de trucs à imprimer mais ça devrait aller plus vite maintenant
C’est un intérêt qui m’a pris lorsque je suis tombé sur un clavier mécanique de (hum) “gamer” chez quelqu’un. J’ai testé 2-3 minutes pour comparer avec mon Microsoft Sculpt Keyboard qui me suit depuis plusieurs années. J’ai bien aimé le touché, c’est juste dommage qu’il n’y avait pas la forme ergo de mon Sculpt.
Depuis de je teste un peu tout et surtout j’essaye d’en fabriquer en bois : vu que la forme de base est super simple, c’est pratique pour essayer des choses un peu marrantes comme le collage de deux bois d’essence différentes
Mon clavier actuel du boulot désormais
ou bien diverses finitions cire ou polyuréthane. On peut jouer ensuite sur les switches afin d’avoir un toucher et un son lors de la frappe qui varient en fonction de ce que l’on choisit.
Sur mon dernier en date, je vais mettre une plaque de plexiglass en sandwich entre deux plaques de contreplaqué. Il y a une image que j’ai mis en favoris sur imgur qui montre qu’avec une finition correcte, le contreplaqué est pas si mal en fait : https://imgur.com/gallery/XvNlDLU
voici ce que ca donne pour l’instant :
Le contreplaqué haut, a gauche. Et le contreplaqué bas a droite sur lequel j’ai déjà collé a l’époxy le plexiglass
et un test rapide :
lorsque l’on fait passer de la lumiere sur le plexiglass
en fait le circuit imprimé que je vais utiliser contient des led RGB comme sur les (hum) “clavier de gamer”. Du coup je me suis dit que ce serait intéressant… Je compte aussi faire un rainurage et remplir la rainure avec de la résine epoxy. Puis ensuite, comme sur le type de imgur, j’engloberait tout dans de l’époxy.
Cette fois afin d’avoir un trait droit (je sais pas si ca se voit mais dans mes précédents claviers les contours sont pas super droits), j’ai eu une formation à la CNC de mon fablab du coup maintenant, je vais tout CNC-iser plutot que d’y aller a la défonceuse a main. J’aime bien la forme avec le repose-poignet intégré et je pense que je partirai a nouveau là dessus.