Alors, en fabriquant mes claviers, un truc qui me manquait c’était surtout la précision et la répétabilité des découpes. A un moment j’ai voulu utiliser une CNC et le fablab a côté de chez moi m’a formé au maniment de la chose. Mais je n’ai jamais fait de découpe, principalement parce que j’y vais en vélo électrique le weekend et que ca me bloque quasiment toute la journée pour faire deux trous dans du bois. J’ai essayé de voir ce qu’il y avait en petite CNC pas trop cher (notament XCarve ou Shapeoko ou bien Maslow CNC ) et finalement je suis tombé sur un projet open source MPCNC (pour “Mostly Printed CNC” ). Le truc a l’air pas trop cher, bien versatile (on peut donner soit-même les dimensions souhaitées et il y a un calculateur qui permet de fournir quels dimensions de tube de support il faut ). Leur boutique en ligne fournit un Kit, et soit on achete les parties imprimées en 3D, soit on les imprime soit même ( une centaine d’heures d’impression).
Honnêtement, avec les galères que j’ai eu je pense qu’il est moins cher et plus rapide d’acheter directement les parties imprimées, mais je ne suis pas très pressé et pour moi, imprimer soit même sa CNC fait aussi partie de l’expérience. Du coup, après plusieurs upgrade de mon imprimante j’ai maintenant un truc qui tient bien la route.
1. Octoprint
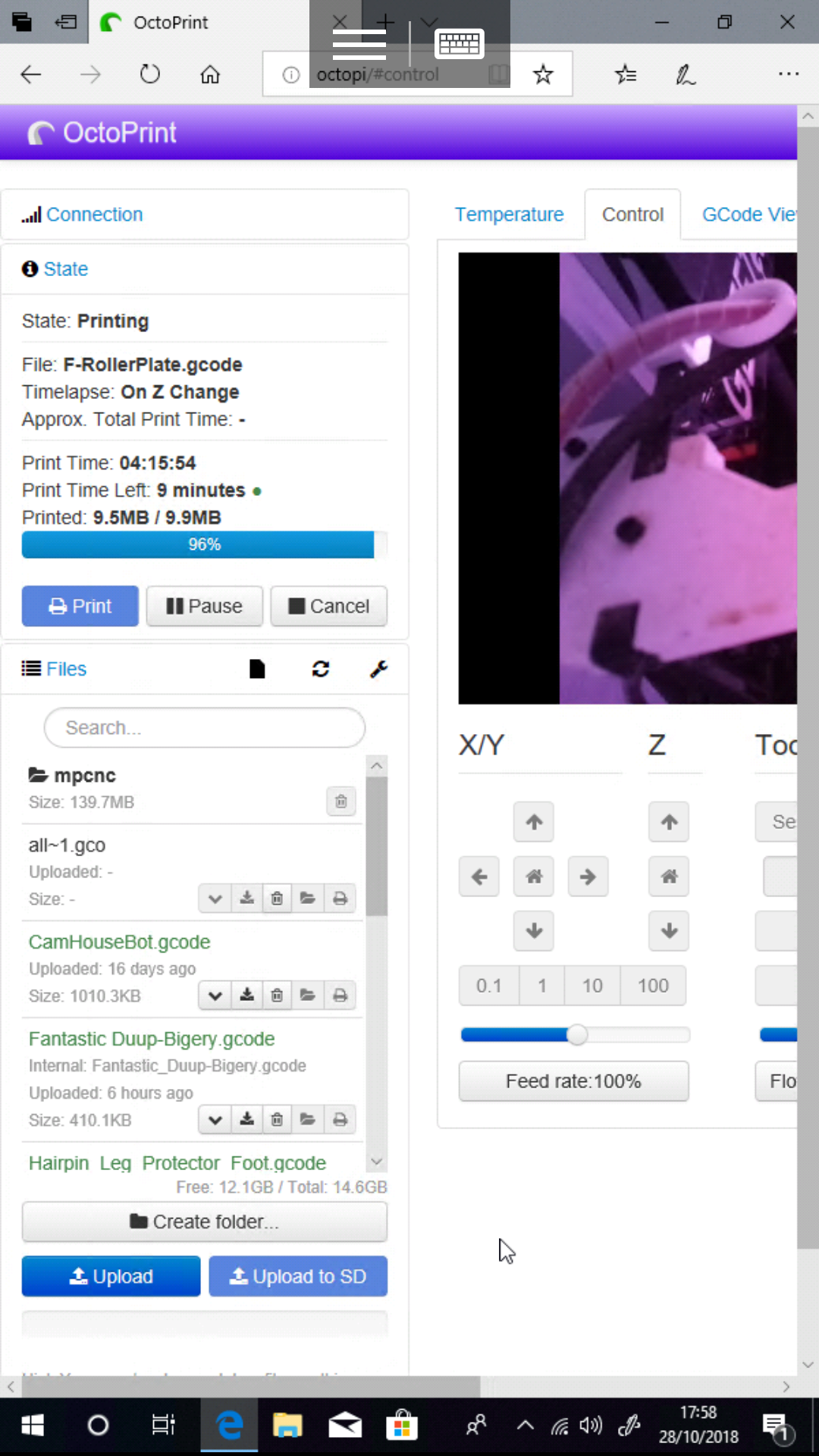 J’ai commencé par utiliser un raspberry pi pour installer Octoprint dessus. Le raspberry pi, connecté au réseau en wifi controle l’imprimante, ce qui m’évite de me ballader entre le PC et l’imprimante avec une carte SD. Avec la webcam on peut surveiller son impression et créer des timelapse (pour savoir a quel moment ça a raté ! ). Comme d’habitude j’ai bien galéré avant de comprendre que le transfo que j’utilisait pour alimenter le raspberry pi ne délivrait pas assez de courant et faisait planter la machine lorsqu’elle utilisait trop de ports USB (en même temps que le WIFI). Une fois passé ce souci, l’interface est plutôt pas mal et pratique. Il y a un slicer intégré que je n’utilise pas car je préfère simplify3D que j’ai acheté à Cura.
J’ai commencé par utiliser un raspberry pi pour installer Octoprint dessus. Le raspberry pi, connecté au réseau en wifi controle l’imprimante, ce qui m’évite de me ballader entre le PC et l’imprimante avec une carte SD. Avec la webcam on peut surveiller son impression et créer des timelapse (pour savoir a quel moment ça a raté ! ). Comme d’habitude j’ai bien galéré avant de comprendre que le transfo que j’utilisait pour alimenter le raspberry pi ne délivrait pas assez de courant et faisait planter la machine lorsqu’elle utilisait trop de ports USB (en même temps que le WIFI). Une fois passé ce souci, l’interface est plutôt pas mal et pratique. Il y a un slicer intégré que je n’utilise pas car je préfère simplify3D que j’ai acheté à Cura.
la l’éclairage change de couleur a cause du ruban de led de ma boite a impression dont j’ai perdu la télécommande et qui est restée en mode arc-en-ciel)
2. Ce #@||*ù !! de plateau chauffant !
Pour imprimer mes pièces, je suis partie sur de l’ASA (un plastique ayant peu ou prou les mêmes propriétés que l’ABS). J’ai eu pas mal de soucis quant a l’adhésion des pièces sur le plateau. Du coup je suis passé au BuildTAK, une matière faite pour l’impression 3D. Et j’ai eu le problème inverse : les pièces ont carrément fusionnées avec le plateau, avec impossibilité de les enlever sans décoller le buildtak que j’avais collé sur le plateau en verre.
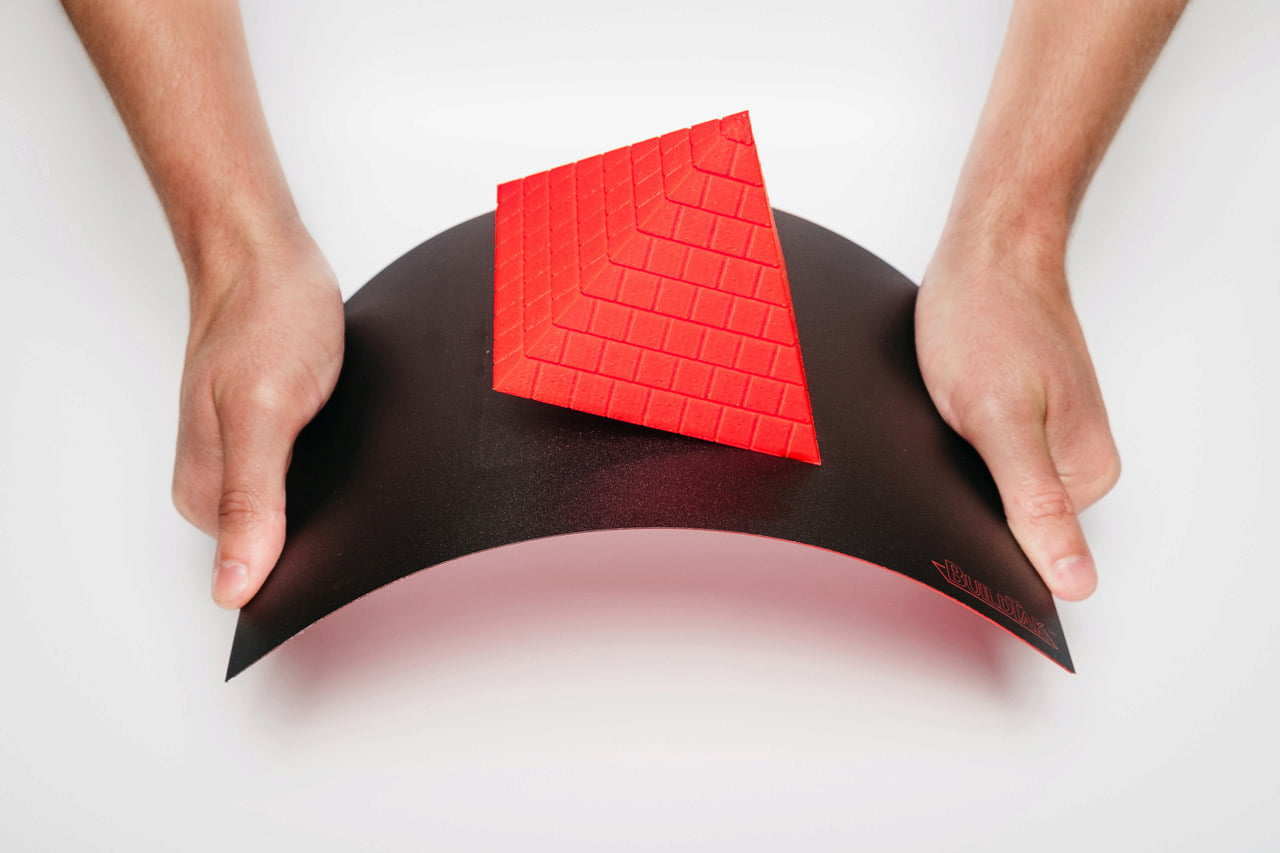 Du coup je suis passé au systeme flexplate de buildtak. Il s’agit d’une plaque en métal flexible et aimanté afin de bien adhérer au plateau. Et forcément, ca ne s’est pas bien passé non plus : mon plateau est composé de 2 éléments : un plateau chauffant sur laquelle on pose une plaque en verre. Pour le systeme flexplate, j’ai mis les aimants directement sur le plateau chauffant comme préconisé, puis j’ai posé le plateau en metal dessus. manque de pot, mon plateau chauffant est légèrement concave et c’est le verre qui assurait le fait d’avoir une surface plane. Solution : aller a casto, découper du verre le plus fin possible (2mm je crois) afin qu’il y ai le moins d’espace possible entre les aimants et le métal et faire un sandwich “aimant – verre – métal”.
Du coup je suis passé au systeme flexplate de buildtak. Il s’agit d’une plaque en métal flexible et aimanté afin de bien adhérer au plateau. Et forcément, ca ne s’est pas bien passé non plus : mon plateau est composé de 2 éléments : un plateau chauffant sur laquelle on pose une plaque en verre. Pour le systeme flexplate, j’ai mis les aimants directement sur le plateau chauffant comme préconisé, puis j’ai posé le plateau en metal dessus. manque de pot, mon plateau chauffant est légèrement concave et c’est le verre qui assurait le fait d’avoir une surface plane. Solution : aller a casto, découper du verre le plus fin possible (2mm je crois) afin qu’il y ai le moins d’espace possible entre les aimants et le métal et faire un sandwich “aimant – verre – métal”.
Ça marche bien au final a condition d’augmenter un peu la température du plateau.
3. diamètre de la buse d’impression : la plus grosse upgrade !
Avec tout ça j’imprime désormais vraiment proprement et de manière répétée. Par contre, j’ai toujours mes centaines d’heures d’impressions devant moi. Heureusement, durant mes pauses au boulot, je suis tombé sur cette vidéo :
et pour 8€ sur amazon, j’ai reçu un set d’une dizaine de buse de tailles différentes. Celle qui m’intéresse est celle de diamètre de 0.6mm (contre mes 0.4mm actuels). Ayant reçu mon imprimante en kit, je n’ai pas trop peur de la démonter et de changer des trucs dessus. J’ai donc changé la buse et c’est vraiment le jour et la nuit : Les impressions de 17heures se font mainteant en 8 à 9h, les impressions sont aussi plus solides, du coup je n’ai pas encore essayé mais je tenterai d’imprimer quelques pièces avec moins de remplissage afin de réduire encore le temps d’impression.
Il faut savoir qu’utiliser une buse plus large ne constitue pas forcément une perte de détail. Oui, le “fil” est plus gros et on perd un peu, mais sur le plan horizontal, c’est le déplacement de l’extrudeur qui joue surtout. Et lui il reste tout autant précis.
Sur le plan vertical, cela se paramètre également : il faut jouer avec le paramètre “hauteur de couche” (layer height). C’est ça qui déterminera si les couches sont visibles ou pas et ce paramètre est indépendant de la taille de la buse. Une buse plus grosse veut juste dire que l’on pourrait avoir une hauteur de couche plus élevée si jamais on décide de l’augmenter.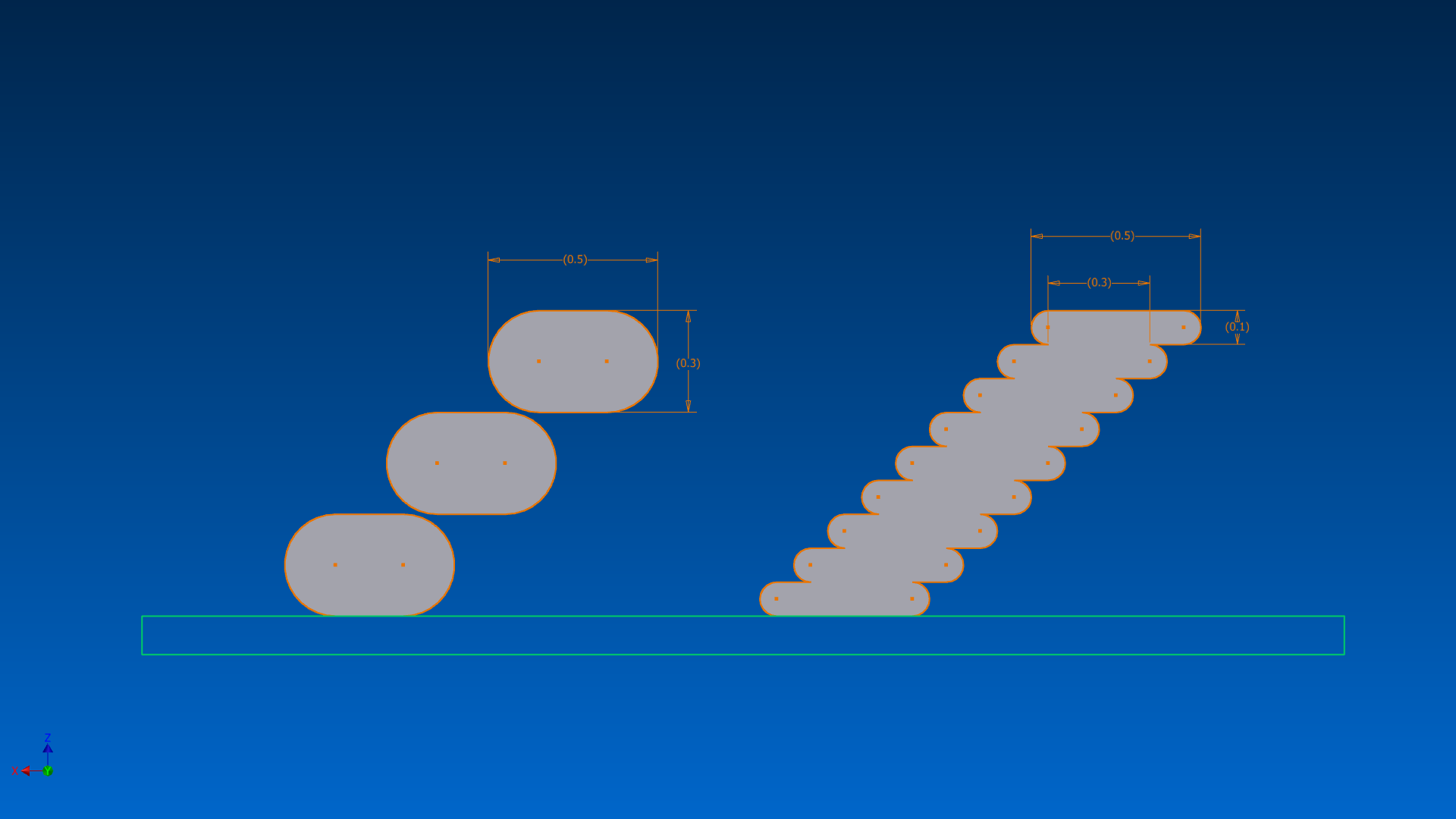
On conseille de ne jamais avoir une hauteur de couche supérieure à 80% de la taille de la buse (0.48mm pour une buse de 0.6mm). J’ai paramétré ma hauteur de couche à 0.40mm, soit le double que ce que j’avais avant. C’est un peu gros, certains trous où les vis rentraient toutes seules, il faut maintenant les visser dedans (ou passer un coup de perceuse). Mais ça me coupe un temps d’impression en plus de 2, et chose que j’ai lu après avoir constaté moi-même : les pièces sont plus solides, elles ne bougent quasiment plus lorsque l’on exerce des pressions dessus.
Bref, maintenant ça marche bien. Tout ceci m’a permis de mettre a niveau mon imprimante. Il me reste pleins de trucs à imprimer mais ça devrait aller plus vite maintenant
Leave a Reply