Le retour du projet du weekend !
il y a deux projets que j’ai enfin pu mener a bien avec l’aide de l’IA et notamment la methode BMAD.
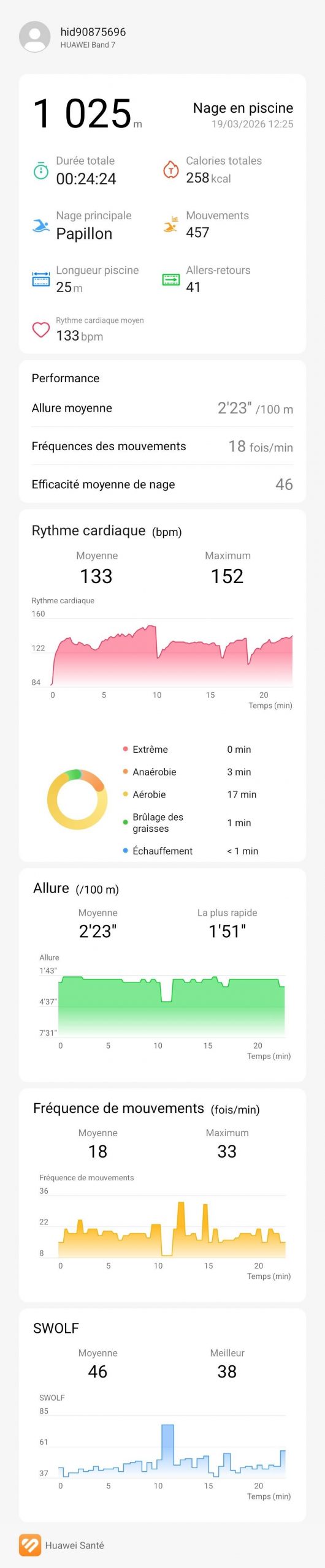
Le premier : le projet argent (aka le coach sportif ).
ca répond a un truc que je fait régulièrement apres la piscine ou le velo : j’ai plein de stats strava / Garmin ou Huawei Santé, mais je ne sais pas les interpreter. Je ne sais pas si c’est une bonne séance ou une mauvaise séance et quoi faire pour la suite.
Et du coup j’avais pris l’habitude de screenshoter les stats et les balancer a Gemini pour faire une analyse, qui est plutot pas mal, et surtout qu’on peut lire et écouter durant le trajet du retour pour avoir le feedback tout de suite
et donc le projet Argent fait ca : c’est une app web (en PWA comme ca on peut l’installer sur son tel et ca apparait directement dans les actions de partage d’image sur le tel), sur lequel on dépose et on analyse et on fait un rendu avec du TTS que l’on peut écouter. avec une fonction partage et historique.
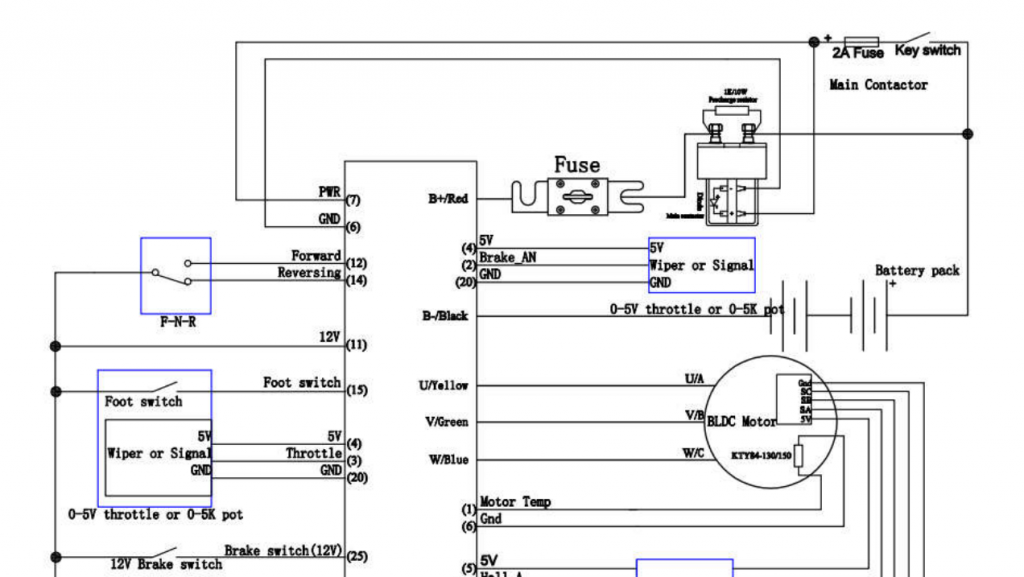
pour la stack technique, j’ai l’habitude de faire tout en serverless et je connais bien sst.dev. c’est donc un projet typique SST.dev :
- NextJs
- dynamodb
- s3
- avec des appels api vers la suite Google pour l’ia (Gemini)
- cloudfront
- stripe pour le paiement
avantage : ca coute pas cher (voir 0 quand il n’y a personne dessus (serverless powa)), ca s’autoscale automatiquement avec les memes limites que AWS Lambda : jusqu’a 1000 instances simultanées.

ce qui est marrant c’est que j’ai écrit genre 10% du code présent dans ce projet. Le reste c’est Google Antigravity qui l’a fait. C’est un peu terrifiant mais c’est aussi très cool : la barrière a l’entrée est tellement basse maintenant que l’on peut POC-er ou meme aller jusqu’a la prod des idées ou des apps auquelles on pense juste de temps en temps en se disant qu’on aura jamais le temps de tester ou de mettre en place.
là le code est fonctionnel a 100%, il y pas mal de polish a faire mais le core product est là
le second projet : l’actu quotidienne
en gros : des pipelines 100% serverless qui scrapent les sites de news et fait un résumé quotidien sous la forme d’un podcast : ![]() ( pareil c’est des lambdas, des steps functions et du gemini )
( pareil c’est des lambdas, des steps functions et du gemini )
ce projet est plus pour mon utilitée personnelle mais j’ai noté des trucs marrants dans le contenu généré :
les sites de news abordent les mêmes sujets (en ce moment le blocage du détroit d’Ormuz). le résumé généré prend des infos d’un site (genre le figaro), et le recroise et donne l’explication avec le contenu d’un autre site (genre liberation). Je ne m’attendais pas a ça et en fait ca fait une information plus complète et peut etre plus neutre que s’il on allait directement sur notre site de news habituel… c’est assez marrant
et donc pour promouvoir ce truc, j’ai aussi des pipelines de génération de shorts que je poste automatiquement sur tiktok : https://tiktok.com/@lactuquotidienne7/video/7639260019816516896